

Choosing the right grinder wheel types makes the difference between achieving precision results and facing frustrating setbacks in your workshop. With countless options available—each with unique compositions, grits, and hardness grades—selecting the appropriate wheel can seem overwhelming. Understanding the fundamental differences between grinder wheel types transforms this complexity into a strategic advantage that directly impacts your productivity, workpiece quality, and overall grinding costs. This guide breaks down every major grinder wheel type so you can make informed decisions for your specific application, whether you’re working in a professional machine shop or a home workshop.
Toolroom Grinding Wheel Types
Toolroom grinding wheels deliver precision performance for surface grinders, cylindrical grinders, and tool and cutter grinders. These specialized wheels prioritize form retention and consistent cutting action over aggressive material removal, making them essential for achieving tight tolerances and superior surface finishes on hardened steels and specialized alloys.
White Grinding Wheels
White grinding wheels contain friable white aluminum oxide abrasive specifically engineered for light grinding applications where heat generation must be minimized. The unique friable grain structure allows abrasive particles to fracture during use, continuously exposing fresh cutting edges that maintain cutting efficiency throughout the wheel’s life. These wheels excel when grinding heat-sensitive steels and high-speed steels, as the reduced heat buildup prevents thermal damage that could compromise workpiece hardness or dimensional accuracy. If your operation involves finishing hardened tool steels or maintaining critical tolerances on heat-treated components, white wheels deliver the controlled, cool cutting action these applications demand.
Pink Grinding Wheels
Pink grinding wheels derive their characteristic color from chromium and titanium oxide additions to the fused aluminum oxide base, positioning them perfectly for light to medium grinding applications. These oxide enhancements dramatically improve shape retention during grinding operations, meaning the wheel maintains its profile and geometry far longer than standard wheels. This characteristic proves invaluable when grinding alloyed steels and heat-sensitive materials where consistent dimensional accuracy is non-negotiable. The excellent form retention reduces dressing frequency and extends wheel life while maintaining the precise wheel geometry required for critical tool and die work. Shops working with expensive tool steels benefit particularly from pink wheels, as the reduced material waste and consistent results justify the modest price premium over standard wheels.
Ruby Grinding Wheels

Ruby grinding wheels step up to medium and heavy grinding applications, manufactured from high-purity calcined alumina fused with chromium oxide to create an abrasive structure that balances cutting aggressiveness with exceptional form retention. The high-purity base material ensures consistent cutting action across the entire wheel face, while the chromium oxide enhancement provides additional toughness and heat resistance for extended grinding sessions. These wheels demonstrate remarkable versatility across a wide range of tool steels, making them a staple in tool shops that process diverse steel compositions daily. The medium-to-heavy grinding capability combined with excellent edge retention makes ruby wheels particularly suitable for production environments where both throughput and dimensional consistency directly impact profitability.
Blue and Gray Grinding Wheels
Blue and gray grinding wheels are purpose-built for medium to heavy grinding applications requiring aggressive cutting action. The manufacturing process produces sharp, monocrystalline, friable aluminum oxide grains that maintain cutting edges while the friable structure enables controlled self-sharpening through grain fracture. The aggressive cutting capability removes material rapidly, while the excellent edge retention ensures the wheel maintains its shape throughout extended use. This dual characteristic reduces the frequency of wheel dressing operations and helps maintain consistent dimensional accuracy on workpieces. The balance between cutting aggressiveness and wheel longevity makes these wheels an excellent choice for shops seeking productivity improvements without sacrificing finish quality.
Ceramic Grinding Wheels
Ceramic grinding wheels represent the pinnacle of toolroom grinding technology, manufactured using ceramic alumina blends that deliver unmatched performance across light to heavy grinding applications. The advanced ceramic bond structure enables the fastest stock removal rates while simultaneously providing the longest wheel lifespan compared to all other wheel types. This combination of cutting speed and durability makes ceramic wheels ideal for demanding production environments where both throughput and cost-per-part are critical performance indicators. Although ceramic wheels carry a higher initial cost, their extended life and superior cutting performance typically result in lower overall grinding costs when total material removed is calculated over the wheel’s operational lifespan.
Selecting the Right Grit Size
Grit size directly controls the cutting action, surface finish quality, and material removal rate of your grinding operation. Choosing the appropriate grit requires balancing your surface finish requirements against your material removal needs, with consideration given to the contact area between wheel and workpiece.
Coarse Grit Applications
Coarser grit sizes excel when surface finish quality is not the primary concern and rapid material removal takes priority. The larger abrasive particles remove material quickly and efficiently, making them ideal for rough grinding operations, pre-finishing stages, and initial stock removal before secondary operations. Coarser grits prove particularly advantageous when grinding involves large contact areas between wheel and workpiece, as the expanded chip clearance spaces prevent loading and maintain cutting efficiency throughout the operation. Selecting coarse grits for appropriate applications dramatically improves productivity while the reduced friction from larger chip spaces generates less heat per unit of material removed.
Fine Grit Applications
Fine grit sizes become essential when smooth surface finishes represent an important finished workpiece requirement. The smaller abrasive particles create finer scratch patterns and achieve superior surface finishes when properly applied, with grit sizes above 120 capable of producing finishes suitable for precision tooling and critical mating surfaces. Fine grits should also be selected when form accuracy must be maintained, as the smaller contact points provide more precise control over the wheel’s interaction with the workpiece. Applications involving small contact areas benefit from finer grits because the reduced cutting intensity prevents excessive heat buildup and thermal distortion that could compromise workpiece accuracy.
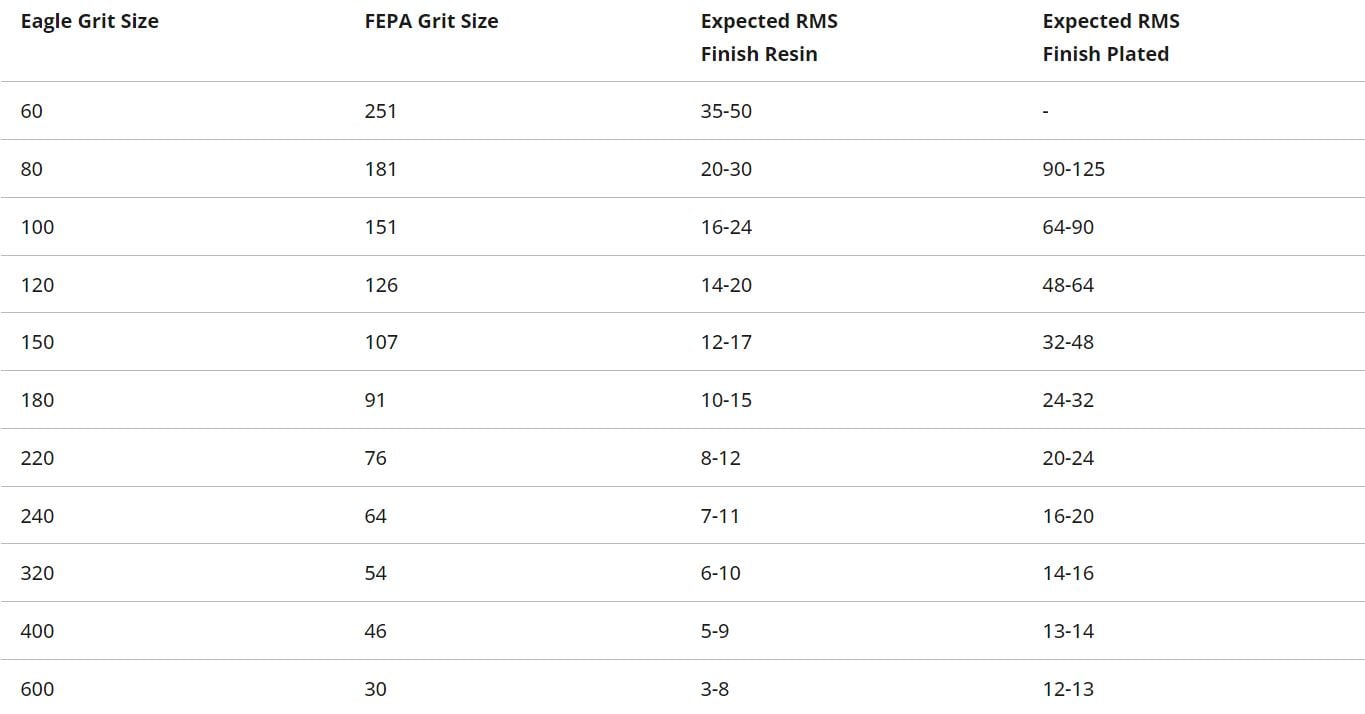
Grit Size Reference Table
| Grit Size | Particle Size (inches) | Finish RMS | Finish Description |
|---|---|---|---|
| 46 | .020 | Over 32 | Industrial |
| 60 | .016 | 15-20 | Smooth |
| 80 | .0105 | 12-18 | Fine |
| 100 | .0085 | 10-15 | Finer |
| 120 | .0056 | 8-12 | Very Fine |
| 150 | .0048 | 6-10 | Mirror Finish |
| 220 | .0026 | 5-6 | Mirror Finish |
This reference table matches grit sizes to expected surface finish requirements, with particle size measurements indicating the physical dimensions of abrasive grains and RMS values providing quantitative surface roughness measurements. Lower RMS values indicate smoother finishes, while the finish descriptions offer practical guidance for selecting the appropriate grit based on your application’s cosmetic and functional requirements.
Wheel Hardness Selection Guide
A grinding wheel’s hardness reflects the bond’s holding power—the binder material securing abrasive grains in the wheel structure. The bond type and quantity determine how readily the wheel releases worn abrasive grains during grinding, directly impacting cutting action, heat generation, and wheel life.
Hardness Grade Classifications
Grinding wheel hardness spans a systematic classification from very soft through very hard grades, allowing precise matching of wheel hardness to application requirements.
| Classification | Grade Designations |
|---|---|
| Very Soft | D, E, F, G |
| Soft | H, I, J, K |
| Medium | L, M, N, O |
| Hard | P, Q, R, S |
| Very Hard | T, U, V, W, X, Y, Z |
This standardized classification system enables operators to communicate wheel hardness requirements clearly across manufacturers and wheel types, eliminating confusion when specifying or replacing grinding wheels.
Matching Hardness to Applications
Softer grades prove appropriate when grinding hard metals including hard tool steels and carbide materials. The softer bond releases abrasive grains more readily, preventing excessive heat buildup in materials that resist cutting. When rapid stock removal matters most, softer grades provide freer cutting action that removes material efficiently. Softer grades also excel with large surface contact areas, where increased grain release maintains cutting efficiency across the full contact zone.
Medium hardness grades deliver optimal balance between rapid stock removal and extended wheel life, suiting applications involving both hard and soft metals across mixed material operations. When your grinding operation requires reasonable material removal rates alongside acceptable wheel longevity, medium grades provide this balance effectively. Medium surface contact applications benefit from medium grade wheels that deliver adequate cutting action without premature wheel wear.
Harder grades become necessary when grinding soft metals that tend to load wheel faces if abrasive grains release too quickly. When extended wheel life represents the primary concern, harder grades provide extended service between wheel changes. Harder grades prove particularly advantageous for grinding operations involving small, narrow surface contact areas where concentrated cutting action requires a wheel maintaining shape and profile throughout the operation.
Bench and Pedestal Grinder Wheel Types
Off-hand grinding operations using bench and pedestal grinders require specific wheel types designed for manual grinding where operators guide workpieces against the rotating wheel. These wheels prioritize versatility and ease of use over the precision focus of toolroom wheels.
Gray Grinding Wheels
Gray grinding wheels manufactured from semi-friable aluminum oxide abrasive represent the standard choice for steel applications across general workshops. The semi-friable structure balances cutting aggressiveness with wheel life, making these wheels versatile enough for general-purpose steel grinding including deburring, edge preparation, and routine maintenance grinding. The characteristic gray coloration indicates standard aluminum oxide construction proven reliable across decades of industrial application. These wheels handle common requirements in tool shops, maintenance facilities, and manufacturing environments where steel components require grinding without demanding the precision of dedicated toolroom operations.
Green Grinding Wheels

Green grinding wheels contain friable silicon carbide abrasive, serving specialized applications involving non-ferrous materials and carbide tool sharpening. The distinctive green color immediately identifies silicon carbide wheels and signals their intended application area. Silicon carbide outperforms aluminum oxide on non-ferrous metals such as aluminum, brass, and copper, as well as on carbide materials that would quickly load or glaze aluminum oxide wheels. These wheels excel at sharpening carbide tooling, maintaining the razor-sharp edges essential for effective metal cutting operations. If your workshop involves maintaining carbide inserts, drills, or cutting tools, green silicon carbide wheels deliver the specific performance characteristics these applications require.
Solving Common Grinding Problems
Wheel-related problems often indicate incorrect hardness selection, with systematic adjustments resolving most issues and restoring optimal grinding performance.
Rapid Wheel Wear
When your grinding wheel wears too quickly, consuming the wheel faster than expected production requirements, selecting a harder grade wheel provides the solution. A harder wheel holds abrasive grains longer, extending effective wheel life and reducing replacement frequency. This adjustment addresses the fundamental problem of excessive grain loss during grinding, particularly beneficial in production environments where wheel changes directly impact throughput and operating costs.
Heavy or Slow Cutting Action
Excessively heavy cutting action or slower-than-desired material removal rates indicate a wheel that is too hard for your application. Switching to a softer grade wheel creates freer cutting action that removes material more efficiently. The softer bond releases abrasive grains more readily, allowing the wheel to cut more deeply into the workpiece without the resistance that creates heavy, sluggish cutting feel.
Overheating During Operation
Workpiece discoloration, burning, or thermal cracks during grinding indicate excessive heat at the cutting interface. The solution involves either selecting a harder grade wheel or choosing a wheel with more porous structure. Both modifications promote cooler cutting by improving coolant access to the cutting zone and enhancing chip evacuation from the wheel-workpiece interface. Reduced heat generation protects both workpiece and wheel from thermal damage that could compromise results or create safety hazards.
Wet Grinding Adjustments
Wet grinding applications with coolant present allow operators to use harder wheel grades without risking workpiece burn or thermal damage. The coolant’s cooling action carries away heat that would otherwise accumulate at the grinding interface, enabling harder wheel grades that would prove unsuitable for dry grinding operations on identical materials. This adjustment maximizes wheel life in wet grinding applications while maintaining the cool cutting conditions necessary for quality results.
Essential Safety Practices
Grinding operations involve significant hazards requiring consistent safety practices and appropriate protective equipment. Before each use, inspect wheels thoroughly for cracks, chips, or damage that could indicate compromised structural integrity. Ensure machine guarding remains properly positioned to contain wheel fragments in case of breakage, and verify that workpiece rests and tool rests position correctly to support workpieces during grinding operations.
Always wear appropriate personal protective equipment including safety glasses or face shields, hearing protection for extended operations, and gloves when handling workpieces. Avoid loose clothing and secure long hair to prevent entanglement in rotating wheels. Maintain awareness of potential workpiece kickback, particularly when grinding on wheel sides or when applying excessive pressure. Following manufacturer guidelines for operating speeds, mounting procedures, and wheel handling ensures your grinding operations remain productive and safe throughout their operational life.



